
產(chǎn)品概況
鋅陽(yáng)極適用于電阻率小于15 Q·m的介質(zhì)(包括海水,、海泥,、土壤等)中的鋼結(jié)構(gòu)陰極保護(hù)用的鋅陽(yáng)極的設(shè)計(jì)、制造,、檢驗(yàn),、貯存等,,包括船舶,、港工設(shè)施、海洋工程,、埋地金屬管道,、儲(chǔ)罐、海水冷卻水系統(tǒng)等鋼結(jié)構(gòu)陰極保護(hù)用的鋅陽(yáng)極,。
生產(chǎn)加工材料:
鋅錠需要滿足 GB/T 470—2008標(biāo)準(zhǔn)
碳素結(jié)構(gòu)鋼需要滿足 GB/T 700標(biāo)準(zhǔn)
重熔用鋁錠需要滿足 GB/T 1196—2017標(biāo)準(zhǔn)
鋼筋混凝土用鋼第需要滿足 GB/T 1499.2標(biāo)準(zhǔn)
熱軋帶肋鋼筋需要滿足 GB/T 6682標(biāo)準(zhǔn)
分析實(shí)驗(yàn)室用水規(guī)格和試驗(yàn)方法需要滿足 GB/T 8170標(biāo)準(zhǔn)
數(shù)值修約規(guī)則與極限數(shù)值的表示和判定需要滿足 GB/T 8923.1—2011標(biāo)準(zhǔn)
未涂覆過的鋼材表面和清除原有涂層后的鋼材表面的銹蝕等級(jí)和處理等級(jí)需要滿足
犧牲陽(yáng)極電化學(xué)性能試驗(yàn)方法需要滿足GB/T 17848標(biāo)準(zhǔn)
金屬鍍層和化學(xué)覆蓋層厚度系列及質(zhì)量要求需要滿足CB/T 3764標(biāo)準(zhǔn)
鎘錠需要滿足YS/T 72—2014標(biāo)準(zhǔn)
分類
鋅陽(yáng)極按化學(xué)成分可分為鋅-鋁-鎘陽(yáng)極(I型和Ⅱ型,,含鎘元素,使用前應(yīng)征求需方的許可)和純鋅陽(yáng)極(Ⅲ型),其中I型和Ⅲ型鋅陽(yáng)極適用環(huán)境溫度不超過50℃,。
鋅陽(yáng)極按用途可分為船體用鋅陽(yáng)極,、液艙用鋅陽(yáng)極、港工和海洋工程設(shè)施用鋅陽(yáng)極,、海水冷卻水系統(tǒng)用鋅陽(yáng)極,、儲(chǔ)罐用鋅陽(yáng)極和埋地管線用鋅陽(yáng)極。
鋅陽(yáng)極按結(jié)構(gòu)型式可分為單鐵腳焊接式鋅陽(yáng)極,、雙鐵腳焊接式鋅陽(yáng)極,、螺栓連接式鋅陽(yáng)極、圓盤狀鋅陽(yáng)極和帶狀鋅陽(yáng)極,。
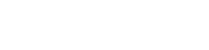
型號(hào)表示
鋅陽(yáng)極的型號(hào)表示方法如下,。
規(guī)格、參數(shù)和結(jié)構(gòu)型式
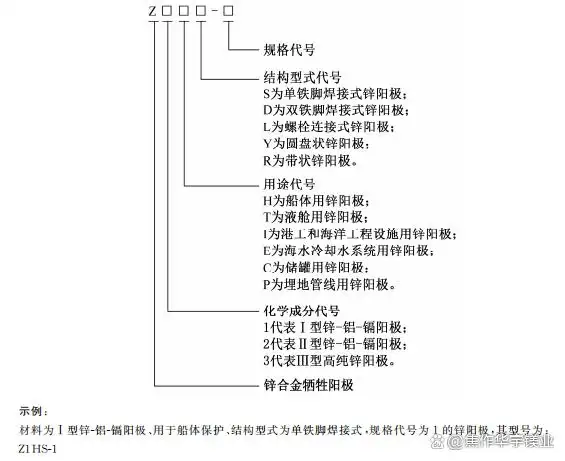
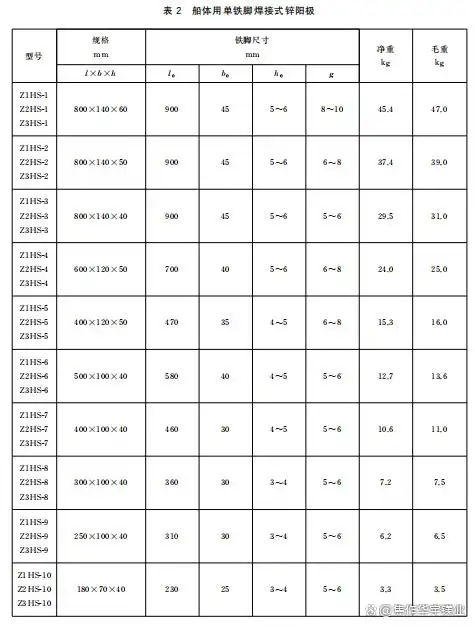
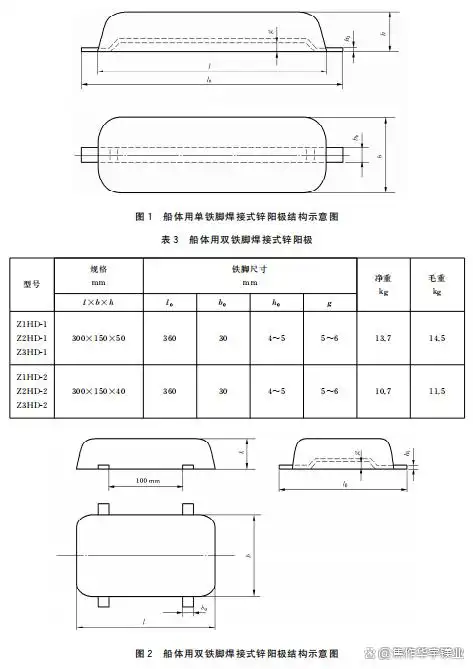
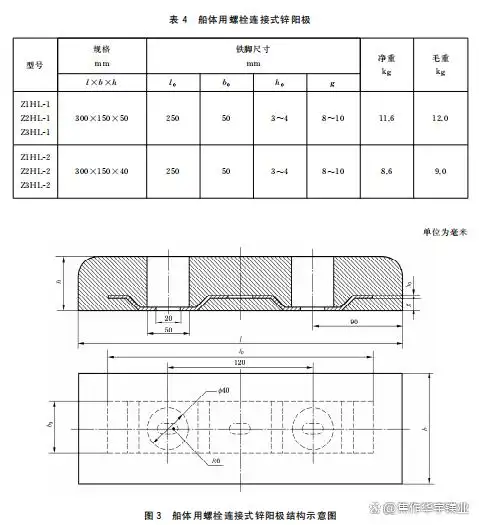
船體用鋅陽(yáng)極的型號(hào)和參數(shù)見表2,、表3和表4,結(jié)構(gòu)型式見圖1,、圖2和圖3。
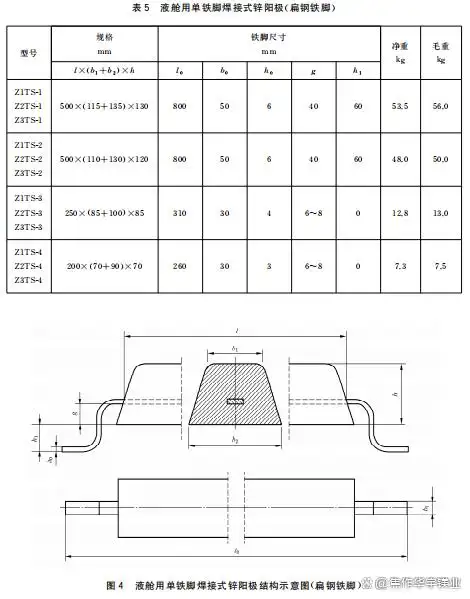
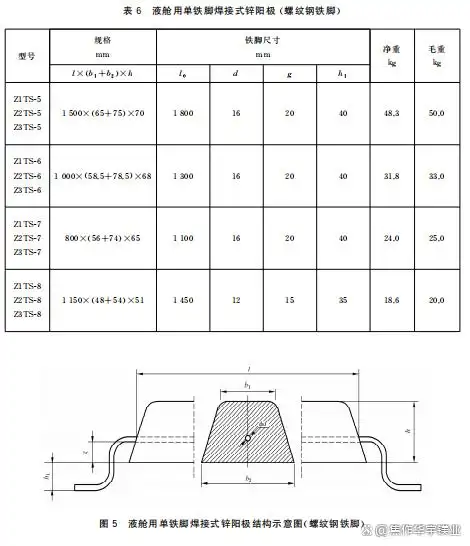
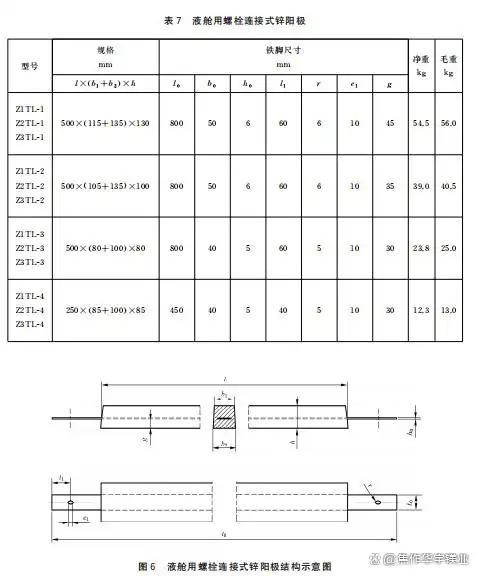
液艙用鋅陽(yáng)極型號(hào)和參數(shù)見表5.表6和表7,結(jié)構(gòu)型式見圖4,、圖5和圖6.
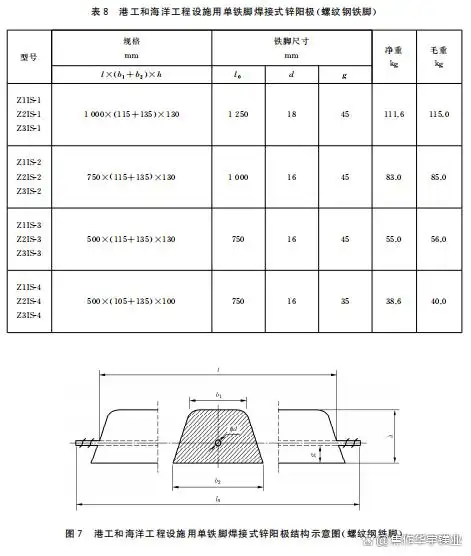
港工和海洋工程設(shè)施用鋅陽(yáng)極的型號(hào)和參數(shù)見表8和表9,結(jié)構(gòu)型式見圖7和圖8.
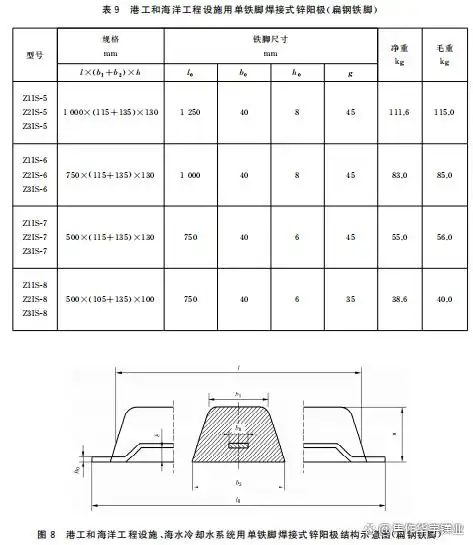
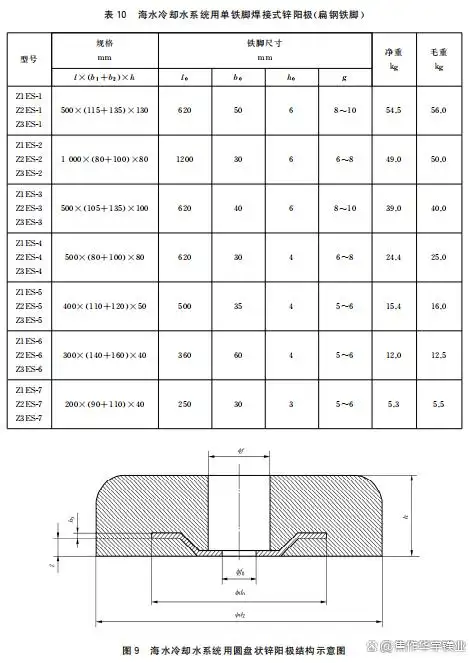
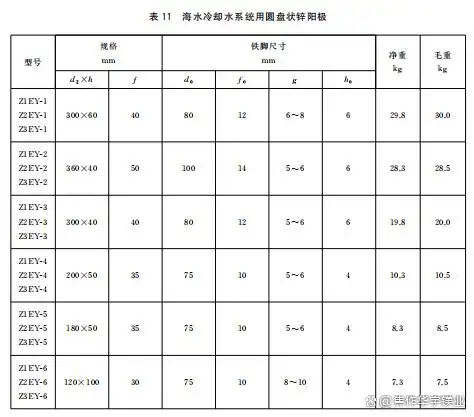
海水冷卻水系統(tǒng)用鋅陽(yáng)極的型號(hào)和參數(shù)見表10和表11,結(jié)構(gòu)型式見圖8和圖9.
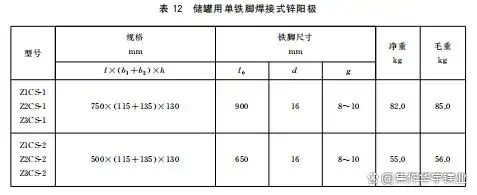
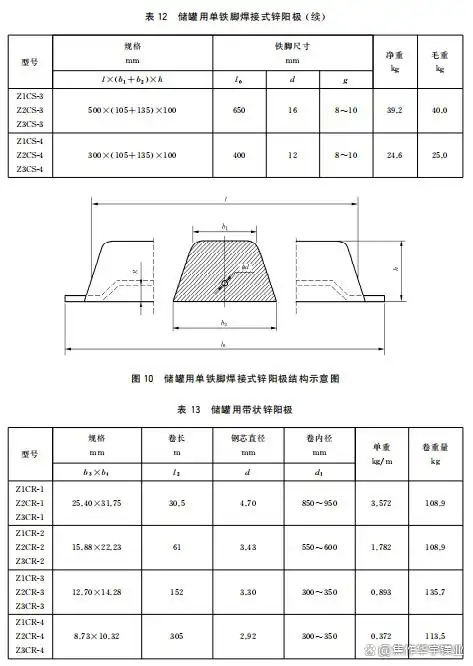
儲(chǔ)罐用鋅陽(yáng)極的型號(hào)和參數(shù)見表12和表13,結(jié)構(gòu)型式見圖10和圖11.
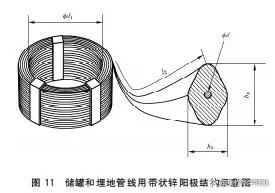
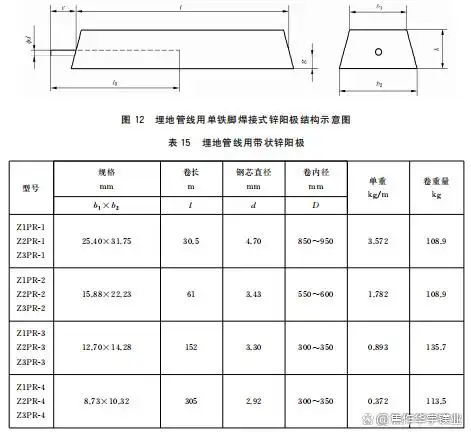
理地管線用鋅陽(yáng)極的型號(hào)和參數(shù)見表14和表15.結(jié)構(gòu)型式見圖11和圖12,。

鋅合金犧牲陽(yáng)極化學(xué)成分
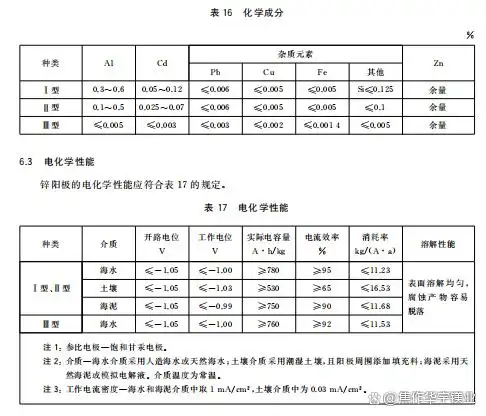
鋅陽(yáng)極的化學(xué)成分(質(zhì)量分?jǐn)?shù))應(yīng)符合表16的規(guī)定。
鋅合金犧牲陽(yáng)極表面質(zhì)量
鋅陽(yáng)極的工作面可為鑄造面·工作面應(yīng)保持干凈,,不應(yīng)沾有油漆和油污等,。
鋅陽(yáng)極的工作面應(yīng)無(wú)氧化渣,毛刺,、飛邊,、裂紋等缺陷
鋅陽(yáng)極的工作面允許有鑄造縮孔,,數(shù)量不超過2個(gè),孔徑不大于10 mm,深度應(yīng)不超過10 mm,且不超過鋅陽(yáng)極厚度的10%,。
鋅陽(yáng)極的非工作面應(yīng)平整·宜在非工作面均勻涂刷有機(jī)涂料或加裝其他絕緣層,。
鐵腳
材質(zhì)
鋼筋鐵腳
采用帶肋鋼筋制造。鋼筋成分,、尺寸及外形應(yīng)符合GB/T 1499.2的規(guī)定,。
板狀鐵腳
采用碳素結(jié)構(gòu)鋼制造。鋼的成分,、尺寸應(yīng)符合GB/T 700的規(guī)定,。
表面處理
鐵腳表面應(yīng)清潔無(wú)銹·經(jīng)鍍鋅或噴砂處理,鍍鋅層質(zhì)量應(yīng)符合CE/T 3764的規(guī)定,,噴砂處理應(yīng)滿足GB/T 8923.1—2011中S2的要求,。
接觸電阻
陽(yáng)極體與鐵腳之間的接觸電阻應(yīng)不大于0.0010.重量和尺寸
重量偏差
鋅陽(yáng)極的每塊允許毛重偏差為士3%,每批次鋅陽(yáng)極的總重量不應(yīng)出現(xiàn)負(fù)偏差。
帶狀鋅陽(yáng)極的每米允許毛重偏差為士5%,每卷帶狀鋅陽(yáng)極的總重量不應(yīng)出現(xiàn)負(fù)偏差
尺寸偏差
鋅陽(yáng)極(帶狀除外)的每塊允許長(zhǎng)度偏差為士2%,寬度偏差為士3%,厚度偏差為士5%,直線度不大于2%,。
帶狀鋅陽(yáng)極的截面尺寸允許偏差為±l mm,鋼芯直徑允許偏差為±0.4 mm,鋼芯同心度偏差不大于2 mm,每卷帶狀鋅陽(yáng)極的總長(zhǎng)度不應(yīng)出現(xiàn)負(fù)偏差,。